






熱誤差檢測及補償APP
一、企業簡介
沈陽機床(上海)智能系統研發設計有限公司(前身沈陽機床上海研究院)致力于面向機床行業的運動控制技術及云制造技術的產品研發和技術儲備。迄今為止,上海分公司已經針對沈陽機床(集團)所涵蓋的業務領域內自主研發了一系列的產品,包括i5系列智能數控系統、HSHA系列伺服驅動器及WIS車間信息系統等產品。
沈機智能在完成i5運動控制核心技術的研發與i5數控系統的產業化之后,進一步提出社會化的開發思路,將i5運動控制核心技術進行模塊化封裝,以平臺形式向數控行業產業鏈上下游的參與方(包括大中小型制造企業、裝備供應商、個體開發者、創客等)開放,為數控技術在各個垂直領域的應用與推廣打造通用的工業APP開發、應用與分享的平臺。該平臺于2017年11月向全世界發布,即被業界所熟知i5OS工業操作系統(簡稱為“i5OS”)
二、工業APP簡介
(一)、問題定位
機床熱誤差是引起零件加工誤差的最主要因素之一,對于鉆攻機來說,主軸熱伸長可達到10絲以上,嚴重影響加工精度。目前熱誤差補償存在以下幾個問題:
1、要以較高的代價獲得建模數據;
2、熱誤差模型魯棒性和預測精度較差;
3、補償方式與CNC集成度不高。
鑒于上述問題,在搭載i5OS系統的機床上開發了熱誤差自動測量和補償APP。它能解決由于主軸熱伸長引起的工件尺寸的不一致性,提高加工效率,提高CPK指標,減少能耗,降低對操作工人的技術要求。
(二)、創新點
熱誤差自動測量和補償APP可實現主軸Z向熱伸長的自動采集和基于工況的熱誤差模型的建立及預測,CNC將補償值平均分配到每個插補周期中,在冷機、停機恢復狀態下無需熱機,保持較高的尺寸一致性和加工精度。
(三)、功能介紹
熱誤差自動測量和補償APP實現如下功能:
1、建模數據的自動采集:包括熱伸長的自動測量(自動生成對刀儀測量子程序;參數的設置:采集周期,刀號、安全位置等;熱伸長的自動保存)、溫度數據和主軸轉速的采集和保存溫度數據的采集和保存;
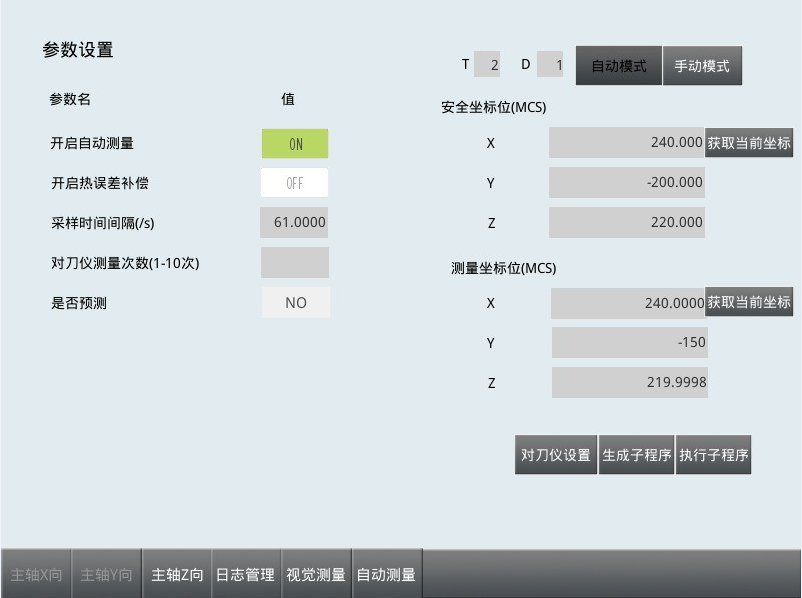
圖1 參數設置界面

圖2 自動對刀設置界面
2、熱誤差建模:根據建模文件,自動建立熱誤差模型,存儲在數據庫中;
3、熱誤差預測:
(1) 、參數設置,包括補償周期和最大補償值的設置;
(2) 、熱誤差預測:根據事先建立的熱誤差模型,預測當前溫度和轉速下的熱誤差量,將其發送給CNC進行補償。

圖3 熱誤差預測界面
4、日志管理:自動保存補償時間、溫度、主軸轉速和預測值,以便以后的數據分析及問題追溯;
5、其它:App在CNC開機時和奔潰時自啟動,無需用戶干預;按F2可打開和關閉前臺UI;具有溫度和預測量異常處理功能。
(四)、功能和技術指標優勢
1、廢品率:在不進行熱機的情況下,減少不合格產品率;
2、CPK指數:提高零件尺寸的一致性,熱誤差在上下2絲以內;
3、生產效率:在加工中無需通過經常對刀來保證尺寸的一致性;
4、能耗:在冷機、停機恢復后無需熱機,節約10%的能耗。
三、技術方案說明
(一)、工業APP架構
熱誤差測量和補償系統目前針對的是M1.4主軸Z向的熱伸長檢測和補償,包括硬件和軟件(App)兩部分組成。硬件部分包括對刀儀和自主研發的溫度采集裝置,其中對刀儀用于自動采集主軸熱伸長量;溫度采集裝置包括溫度傳感器、溫度配送器和采集卡,采集主軸測溫點的溫度和環境溫度,通過總線的方式傳輸給CNC,熱伸長測量和補償模塊讀取CNC里面的參數值即可獲得溫度值,分別用于建立熱誤差模型和后續的熱伸長量的建立。
App部分是在i5OS框架上開發的,包括后臺數據處理、前臺UI和數據庫。前臺UI包括相關參數的設置、操作和相關數據的顯示。用戶可按F2快捷鍵在前臺和后臺之間進行切換。數據庫中存儲了建模文件、熱誤差模型、日志文件和配置文件。后臺數據處理包括信息交互、數據分析和建模以及熱誤差預測。
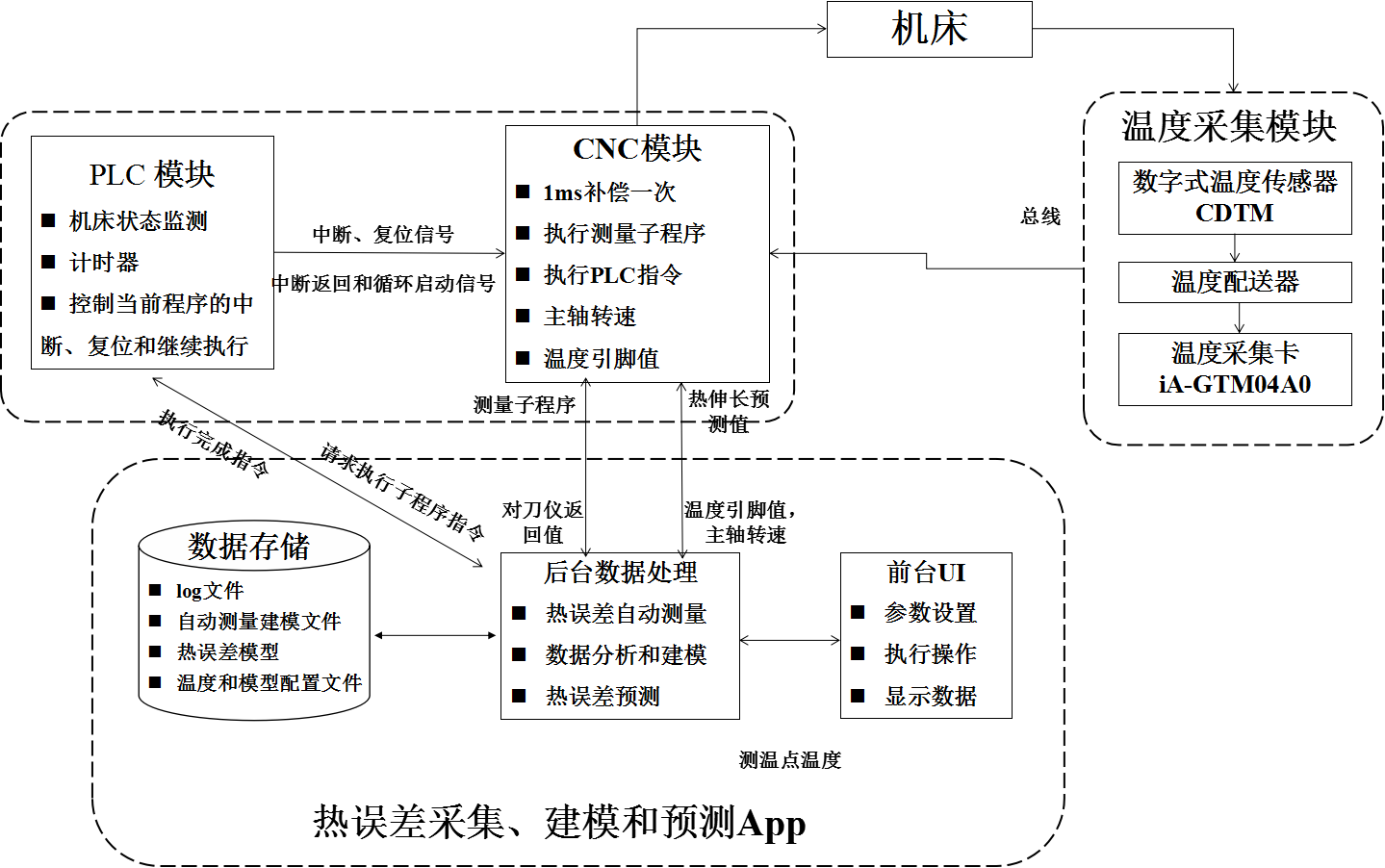
圖4 產品架構圖
(二)、工業APP關鍵技術
熱誤差測量和補償系統APP采用了如下關鍵技術:
1、熱伸長自動采集:通過App與PLC的交互,控制對刀儀在每個采集周期內執行自動測量子程序,獲得當前刀尖點Z向坐標反饋給App,App自動計算相對于冷態下的熱伸長量;涉及到的技術是PLC處理邏輯的編寫。
2、熱誤差建模和預測技術:基于最小二乘向量機建模方法建立熱誤差模型,并采用貝葉斯推理優化方法獲得模型的最優參數值,提高模型的擬合精度。針對最小二乘向量機模型的魯棒性較差的問題,對權向量進行加權處理,提高模型的魯棒性。
此外將主軸轉速加入到模型中,一方面提高模型對各種工況的魯棒性,另一方面克服溫度超前或滯后于熱誤差的問題(即溫度變化的速度快于或慢于熱誤差的變化),提高預測精度。
四、應用情況描述
(一)、應用場景描述
目前該熱誤差測量和補償App在云端應用商城上架,通過設備端的i5OS的軟件管家上下載安裝,經授權后使用,下載安裝后需配合自主研發的溫度采集裝置(包含兩或三個傳感器和一個采集卡,傳感器數量視機床類型而定)及對刀儀一起使用。首次使用時,分別在主軸測溫點處和機床側面板吸附上溫度傳感器,并將溫度采集卡通過網線形式與CNC連接,配置溫度引腳值。其次安裝和調試對刀儀,然后在自動測量頁面配置對刀儀測量參數,生成測量子程序。接著運行標準的建模程序,對刀儀在每個采樣周期內執行一次測量子程序,直到建模程序結束;最后建立好熱誤差模型后即可進行熱誤差補償。
(二)商業化情況
該APP已在3C行業金屬切屑加工領域的云科江門公司和汽車發動機行業領域機加工領域的豪銘艾德金屬制品有限公司應用。
 AII微信公眾號
AII微信公眾號
 AII頭條號
AII頭條號